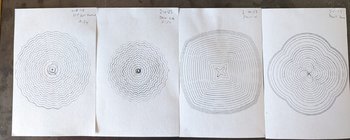
Look what followed me home, thanks to a very generous offer! It's still a work in progress, the overhead drive parts are on hand but need to be assembled, and the new LMS XY table needs to be disassembled, cleaned, and adjusted since it's sticky. The printed-yesterday spring loaded pen holder works, but the end of the roller ball pen flexes and it's path doesn't always overlap. While the new MDF parts (table base and paper chuck) were CNC cut (the metal was cut with an angle grinder and it shows), and the pen holder was 3D printed no CNCing is planned for actual operation. Bit making will be fun, no shop to speak of here (yet) so the first attempts will be with the angle grinder and file and could be interesting.
Of course this is the easy part. The journey continues...


Of course this is the easy part. The journey continues...