In reading through the posts on this forum and reading aritlcles on the web, I have seen a lot of good information on building vacuum chucking systems and some good techniques for using them. Since I wrote the article on vacuum chucking in the February 2011 issue in the AW, the comments and questions I have had leads me to the conclusion that some people are satisfied if the bowl just stays on and they can finish it off. Then there are those of us that want to understand how the system works, how to fix problems and to get the most performance out of the system, and then there are those that fit inbetween. I have not been able to find much published information on vacuum chucking systems that go much beyond just turning them on start using them. This thread is for those that want to understand their vacuum systems and optomize the performance. Note: if you haven't found them there are a couple of other threads on this forum on these topics.
A vacuum chucking system is just that , it is a system. To understand the system, we need to know how the individual parts work and interact with each other.
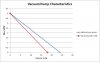
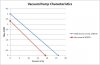
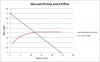
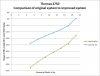
I plan on starting with vacuum pumps, the different types, characteristics and the pros and cons of each, the performance curves and what they mean, and how the curves change with pump wear and usage.
I will then move onto the other components of the system and describe their characteristics and interactions.
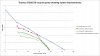
Inorder to optomize performance, we need to be able to measure what the system is doing before and after any changes to see if we really did make a change and it it was in the right direction. The measuring tools to be used are simple and cheap. Some you already have, a vacuum gauge, and the other one you can easily build. And of course, I'll show you how to use them.
In the spirit of full disclosure, I am in the process of developing several articles and maybe a book on vacuum chucking systems. Your comments and questions will help me to better explain the concepts I am presenting and at the same time I hope that I will help you to under stand and resolve some of your questions and concerns. If I write something you don't understand or agree with, then lets discuss it. So let the questions flow.
To be continued ....
John Giem
A vacuum chucking system is just that , it is a system. To understand the system, we need to know how the individual parts work and interact with each other.
I plan on starting with vacuum pumps, the different types, characteristics and the pros and cons of each, the performance curves and what they mean, and how the curves change with pump wear and usage.
I will then move onto the other components of the system and describe their characteristics and interactions.
Inorder to optomize performance, we need to be able to measure what the system is doing before and after any changes to see if we really did make a change and it it was in the right direction. The measuring tools to be used are simple and cheap. Some you already have, a vacuum gauge, and the other one you can easily build. And of course, I'll show you how to use them.
In the spirit of full disclosure, I am in the process of developing several articles and maybe a book on vacuum chucking systems. Your comments and questions will help me to better explain the concepts I am presenting and at the same time I hope that I will help you to under stand and resolve some of your questions and concerns. If I write something you don't understand or agree with, then lets discuss it. So let the questions flow.
To be continued ....
John Giem